- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
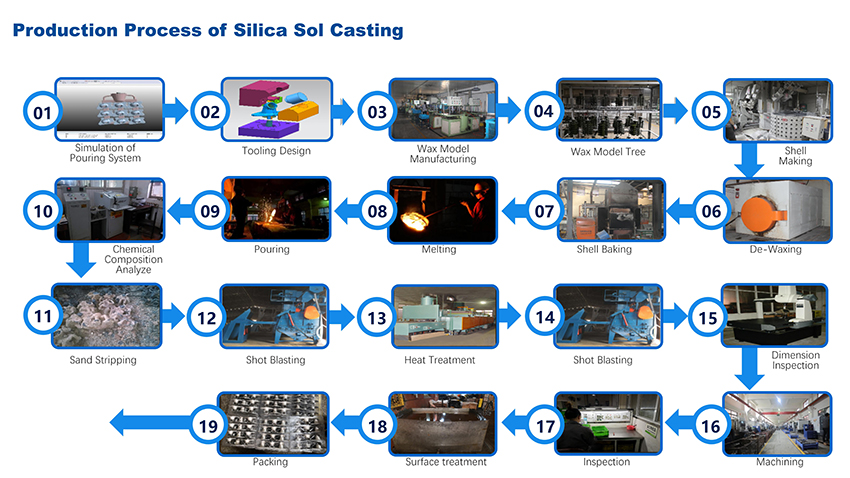
Driftstrin af silica sol præcisionsstøbning
Driftsprocessen afsilica sol præcisionsstøbningintroduceres som følger:
1. Kontroller, om udstyret og temperaturstyringsinstrumenterne er i normal drift.
2. Hæld den gamle voksvæske, der er genvundet fra afvoksningskedlen, i filtertanken og filteret; send den derefter til den stående spand 1 og lad den stå i 6-8 timer ved en temperatur under 90°C.
3. Efter at have stået og drænet det udfældede vand, hældes voksvæsken i vandfjernelsesspanden.
4. Fjern voksvæsken i spanden, hold den varm ved 110-120°C og rør rundt for at fordampe det resterende vand, indtil der ikke er skum på overfladen af voksvæsken.
5. Filtrer voksvæsken efter at have fjernet vand gennem en maske på <60 mesh, kom den derefter i en statisk tønde II på <90°C, og hold den varm i mere end 12 timer.
6. Det resterende vand og snavs i bunden af hver vandfjernelsesspand og stående spand skal tømmes regelmæssigt.
7. Send den genbrugte voksvæske, der er behandlet i den statiske tønde II til isoleringsbeholderen på vokspressemaskinen til materialerør, der skal bruges som hovedproduktrør (løber).
8. Afhængigt af ydeevnen af det gamle voksmateriale og voksforbrugssituationen tilsættes ny voks til den statiske tønde II fra tid til anden for højkvalitets jernbanestøbninger, normalt omkring 3%-5%.
Størrelsen af silica sol præcisionsstøbning er ikke særlig stor, og kravene til præcision er ikke særlig høje. Alu-rammen tin-vismut kan dog bruges som en form under brug, og vægten af denne form er relativt tung. Den grundlæggende årsag er, at den indeholder bismuth. .
Silica sol præcisionsstøbning kompleks form fremstillingstiden er kortere, hvilket sparer produktionsomkostninger til en vis grad. Til komplekse tyndvæggede støbegods, for effektivt at forbedre åndbarheden af produktbeklædningen, kan der opsættes ventilationskanaler, hvor det er muligt.
Silica sol støbning behandlingkan med rimelighed indstille hældesystemet, hvilket effektivt kan forhindre indtrængning af hældeluft i et vist omfang, hvilket er mere befordrende for udledning af luft i formhulrummet. Hældetemperaturen kan passende øges under fremstillingsprocessen for at minimere størrelsen af hældepakken. Afstanden mellem dysen og hældekoppen.